
- View Products
- Blasting pots
- Blasting cabinets
- Suction blasting cabinets
- Pressure blasting cabinets
- Blasting machine with rotary basket
- Turntable blasting machine
- Throughput blasting machine
- Roller conveyor blasting machine
- Internal blasting machine
- Multi-nozzle blasting machine
- Satellite table machine
- Blasting installation with sliding door
- Robotic blasting machine
- Precision spotblaster
- Shot blasting room
- Shot blasting container
- Automated shot peening machines
- shot blasting equipment
- Metallisation equipment
- Blasting media
- Dust collectors
- Dehumidifiers
- Blasting with compressed air
- Suction units
- Blastwizard Blast Helmets
- References
- Blasting Knowledge
- Internal Pipe Shot Peening System
- Gas cylinder inside blasting machine
Need advice?
Need advice? Call or WhatsApp us, and you’ll get a reply within 5 minutes!
- (86)-0532-012345678
- 15112345678
- disa@disachina.com
Get in touch
Leave your details below and one of our specialists will be in touch as soon as possible.
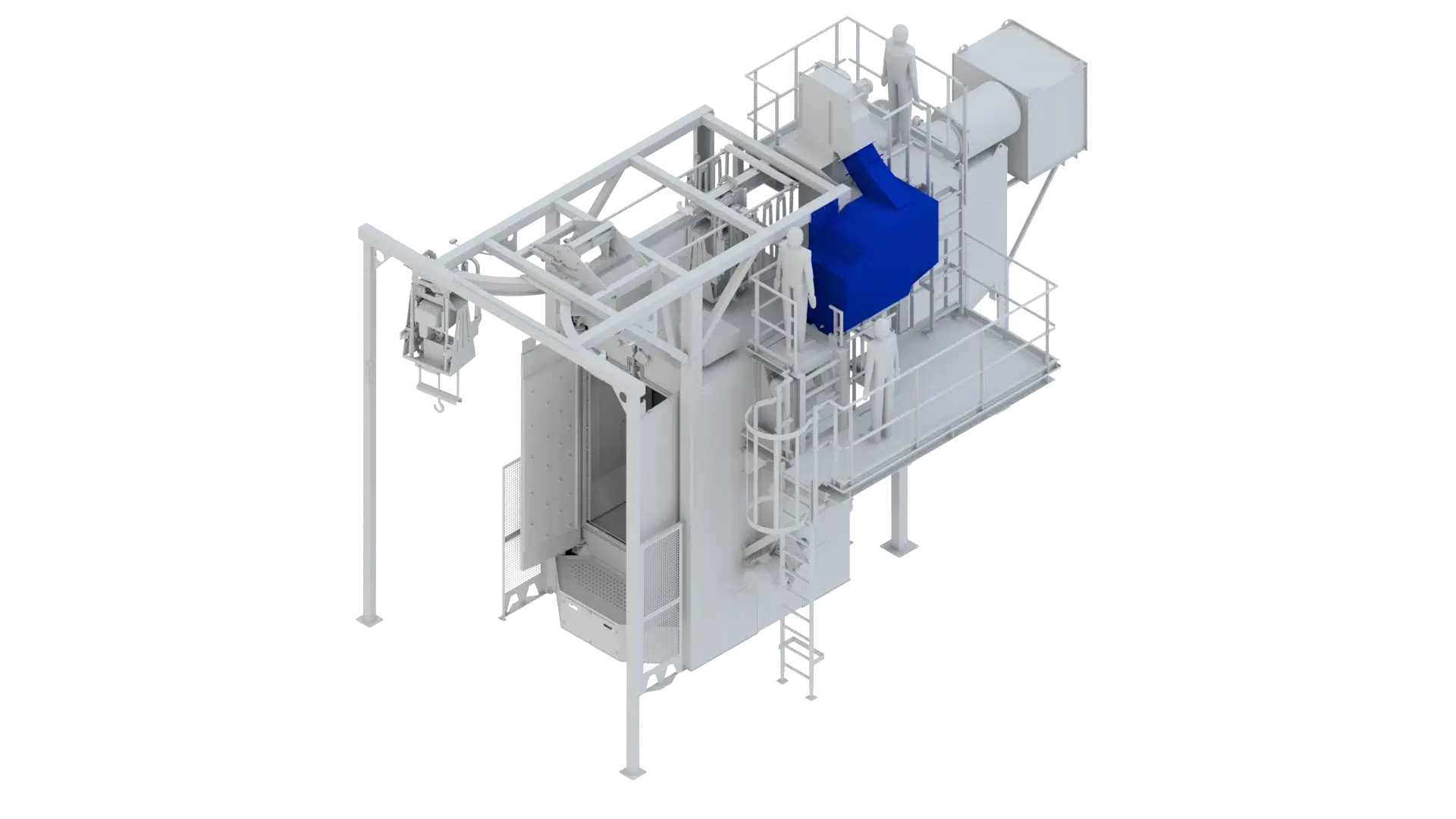
Tumble rubber belt wheel blasting machine
Disa tumble rubber belt shot blastting machines could keep components permanently in motion during the blasting process whereby they are continuously blasted from all sides and the media will be discharged from all re-entrant angles.
Tumble rubber belt shot blasting machines are perfect for cleaning parts that can be batched and tumbled in large groups. Parts tumble in a “C” configured conveyor belt system while a blast wheel propels abrasive into the cup of the C. Ease-of-use and ease-of-maintenance are key design elements providing maximum productive work hours. Batch blasting is the most cost-effective method of blasting, provided components can tolerate the tumbling action. Batch barrels can be integrated with a variety of material handling options to provide a range of automation levels including fully automated systems.
Read through the following sections for more description:
Overview

Tumble rubber Belt shot blasting machines are equipped with a perforated rubber belt over which slide work pieces, while thoroughly cleaned. Version with a rubber belt is used to prevent breakage and other damage of sensitive work pieces. The abrasive flows through the holes in the belt into a collecting hopper and is poured into a storage bunker via the abrasive cleaner by means of an elevator. The newly developed abrasive separators ensure that the abrasive receives optimum cleaning and a high cleaning speed can be achieved. Innovative pressure washers provide optimum sand blasting work pieces and maintain a high productivity process.
Parts of a standard tumble rubbe belt wheelblasting machine
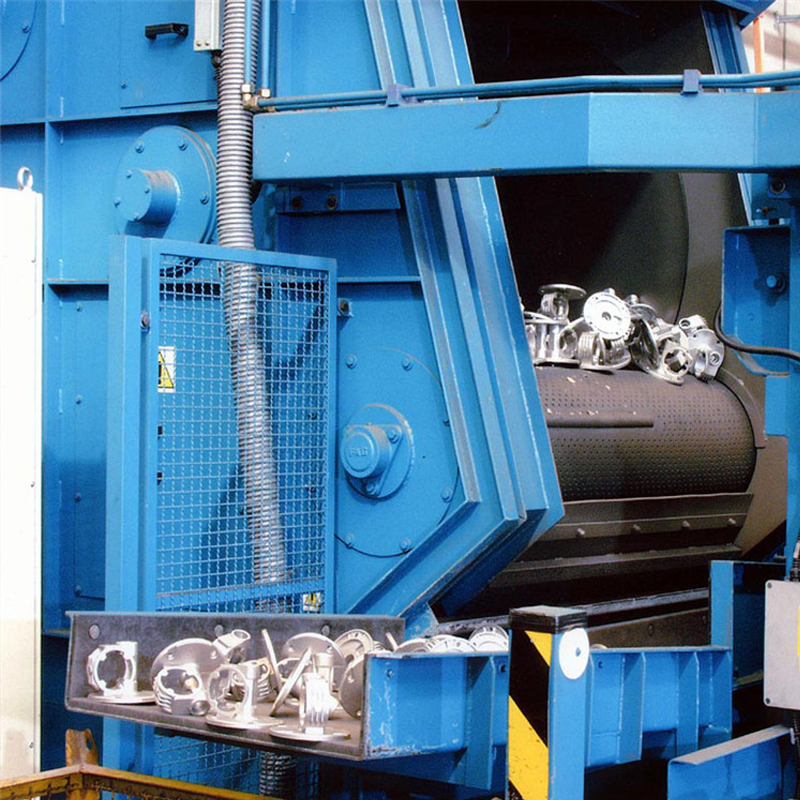
1) Shot blasting chamber
The chamber employs a welded steel structure consisting of a shell, roof, and internal protective components. The 8mm steel plate shell houses a screw conveyor at the base, with a crawler and transmission mechanism installed internally. Both ends are sealed with end disks, while a hanging door provides front access. Internal surfaces are lined with δ12 rolled Mn13 wear-resistant guard plates, offering a standard service life of 3 years. The shot blaster unit is roof-mounted for optimal operation.

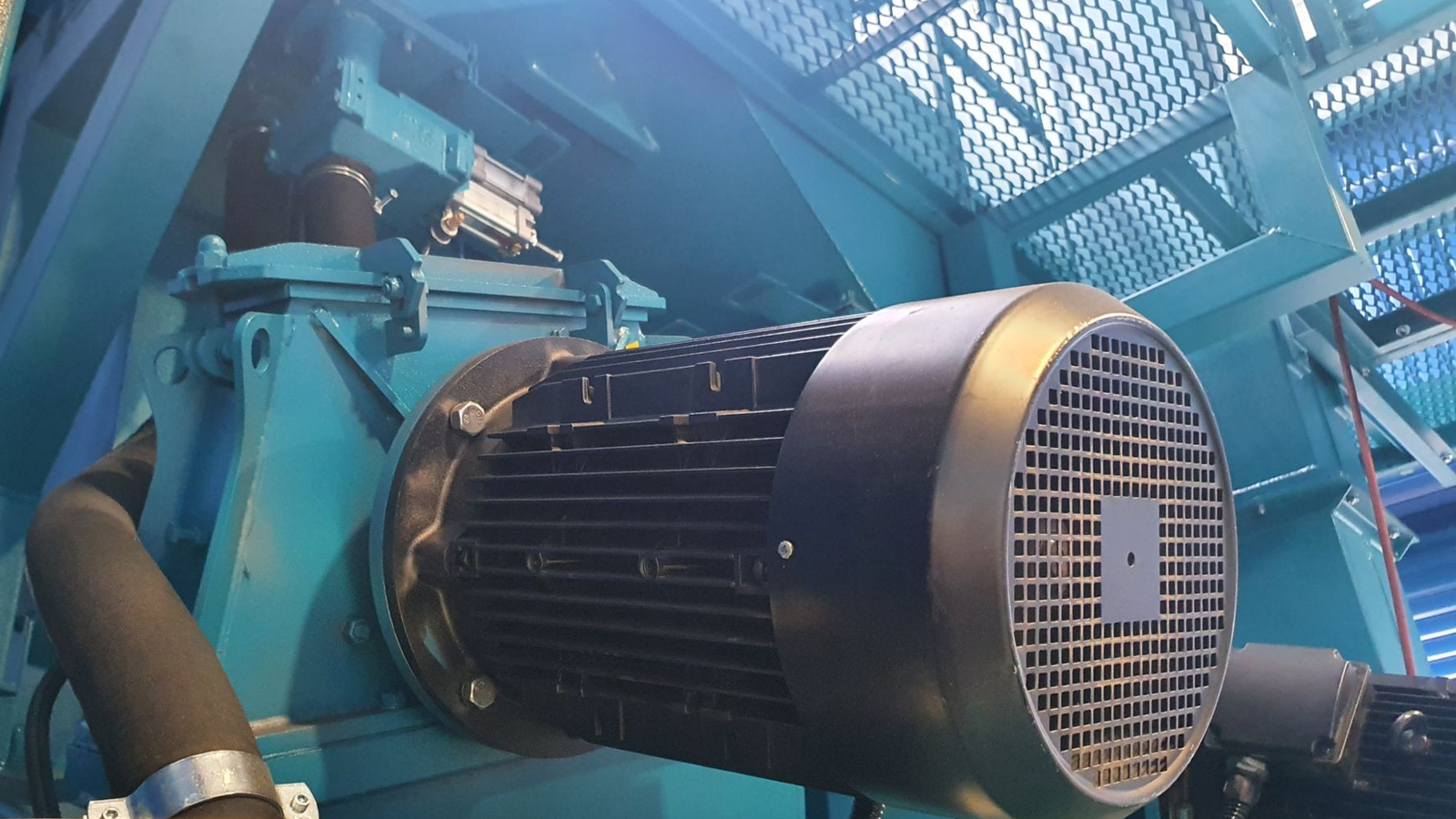
2)Shot blast wheel
Fitted with double disc turbines designed to give efficient uniform blast cleaning and for longer life of wearing components.
The Blast Wheel is provided which is coupled with Blast Motor through Bearing Housing. The Blast Wheel is precision balanced and hardened for 55 HRC by Special Hardening Process. Hard Blasting Blades are provided with Hi Moly., Hi Chrome composition giving longer life. The Control Cage Impellers are also made of Hi Moly, Hi Chrome. All Liners are Hi Manganese Quality for longer life.
3) Tumble barrel
It is made of high-strength wear-resistant rubber to load workpieces in order to allow blasted shot particles to repel many times inside the barrel for increased blasting density.

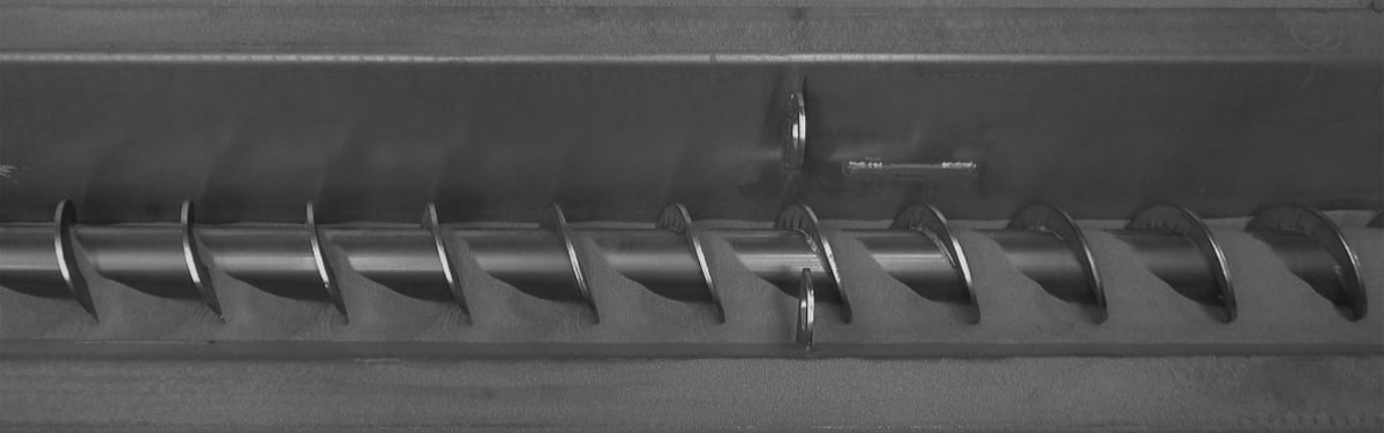
4)Screw Conveyor
The screw conveyor consists of a cycloidal pinwheel reducer, screw shaft, conveying housing, and bearing assemblies. It collects spent pellets and transports them to the bucket elevator. For the pellet circulation system, the screw blades are fabricated from 16Mn steel for enhanced wear resistance.
5)Bucket Elevator
The bucket elevator comprises a cycloidal pinwheel reducer, upper and lower pulleys, conveyor belt, buckets, enclosed casing, and tensioning device. The housing features a bent and welded steel construction with a side access door for hopper maintenance and replacement. Removable panels on the front and side of the lower housing facilitate transmission maintenance and clearance of pellet blockages.

6) Abrasive Separator
The abrasive is transported by a bucket conveyor to the separator’s screw conveyor, which is equipped with a rotating screen to separate larger impurities from the abrasive. The abrasive is then moved to a pneumatic separator, which discharges the separated, crushed abrasive, dust, and impurities. The cleaned abrasive is collected in a hopper that feeds the turbines.click here.
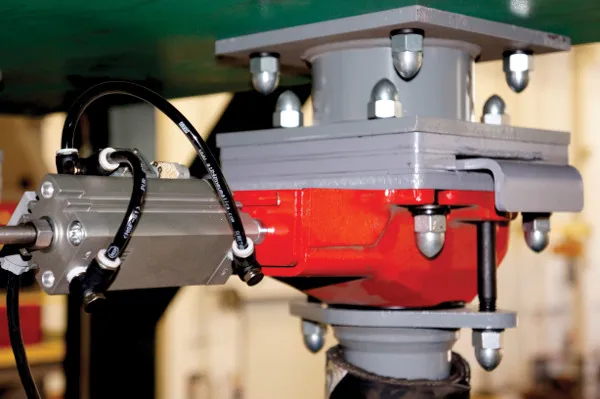
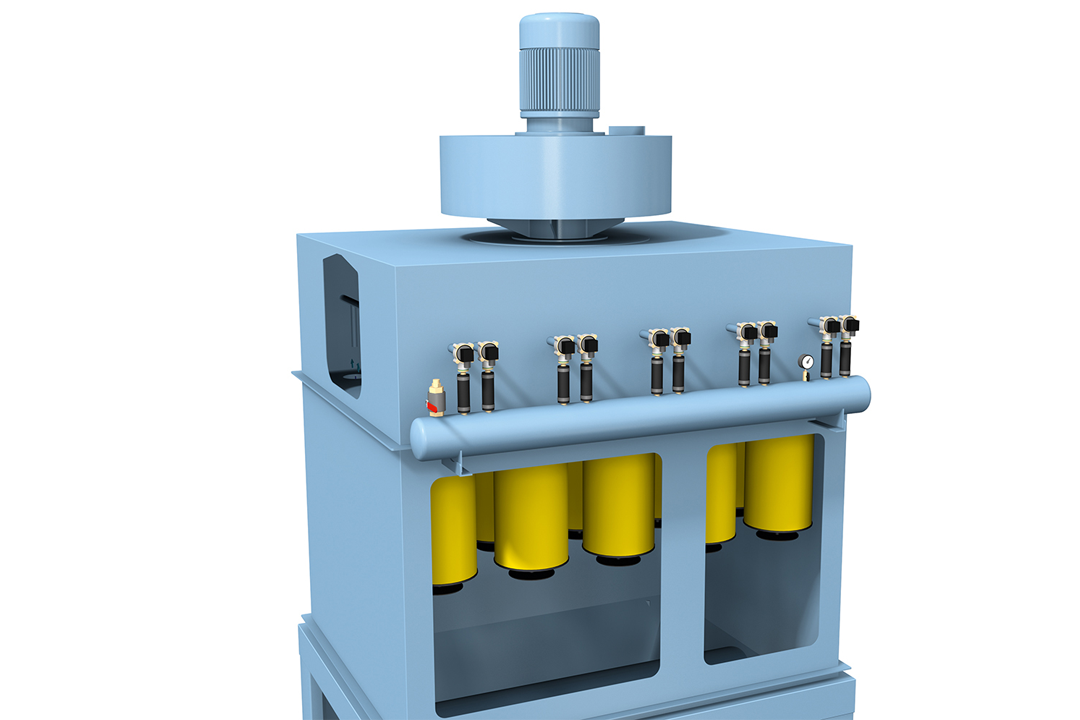
7) Abrasive Valves
These valves are designed to meter the amount of abrasive feed to the turbines. Each turbine has one metering valve. They consist of a housing (casting) and a part actuated by a pneumatic actuator, which is partially closed and insulated to reduce noise levels and dust emissions. The valve opening is adjusted using a micrometer screw.
8)Tumble Belt and Drive System
The tumble belt system consists of a drive roller, driven roller, support rollers, and an endless rubber tumble belt. The belt is capable of bidirectional rotation:
Forward rotation: for cleaning operations
Reverse rotation: for unloading operations
When the access door is closed, the belt can only rotate forward and is locked against reverse rotation to prevent malfunctions.
The end discs and tumble belt form a semi-circular open trough that facilitates workpiece tumbling, ensuring comprehensive coverage by the shot blasting wheel. The end discs are fabricated from wear-resistant materials.
The wear-resistant rubber tumble belt is perforated with small holes to allow spent pellets to fall through to the steel mesh screen at the bottom, where they are screened and returned to the pellet circulation system.
The tumble belt is equipped with a tensioning device. During operation, the belt tension should be regularly inspected and adjusted to ensure proper performance.

9)Exhaust System
The dust exhaust system includes dust collectors, fans, fan ducts, connecting pipes between the dust collector and the main machine, etc.
This equipment adopts a pulse bag filter. The dust removal efficiency reaches over 99.5%, and the exhaust gas emission is ≤100mg/m³, which meets the GB16297-96 Integrated Emission Standard for Air Pollutants. The dust removal bags are precisely sewn with needle-punched felt, and the bags can be easily removed for cleaning and reuse. Pulse air blowing.
10)Control Cabinet
All electrical components are selected from well-known brands such as Schneider and Siemens. The main door is interlocked with the shot blasting machine; when the main door is open, the shot blasting machine cannot work. The shot blasting machine is interlocked with the shot supply gate; if the shot blasting machine is not turned on, the shot supply gate cannot be opened. There is a current display for the shot blasting amount and high-performance overcurrent protection components.

Disa rubber tumble shot blasting machines provide efficient and reliable solutions for shot blasting of small and medium-sized workpieces. Depending on the model, the loading weight range of the shot blasting machine series is from 180 kg to 1360 kg.
According to the weight, dimensions, volume and quantity of the workpieces to be processed, the equipment can adopt manual, mechanical or automatic loading methods. Workpieces continuously tumble and mix in the blasting chamber. The blasting chamber is equipped with a rubber tumble belt and high wear-resistant material discs on both sides. The specialized lifting structure on the tumble belt can ensure gentle tumbling of workpieces, so that all surfaces of the workpieces are fully exposed to receive shot blasting treatment. The abrasive mixed with burrs, oxide scale or molding sand is discharged from the blasting chamber through the holes on the tumble belt, and then transported to the separator via the bucket elevator. After the impurities are removed from the abrasive in the separator, it flows back to the storage hopper for recycling.




References
The flipping feeding mechanism features a two-stage lifting movement (axial hopper lifting followed by flipping) driven by a side-mounted hydraulic cylinder, with flexibility to receive hoppers from the front or side. Alternative feeding devices (e.g., conveyor belts) are available upon request. DISA shot blasting machines are renowned for their high processing capacity and excellent efficiency, with various power specifications to ensure operational flexibility. The rotation direction can be reversed with minimal modifications, while projectile flow is directly adjustable via the control panel. After mechanical pre-acceleration, projectiles enter the blasting wheel in a continuous, stable flow for optimal motor efficiency. The blasting wheel is constructed from high wear-resistant materials to ensure extended service life.