
- View Products
- Blasting pots
- Blasting cabinets
- Suction blasting cabinets
- Pressure blasting cabinets
- Blasting machine with rotary basket
- Turntable blasting machine
- Throughput blasting machine
- Roller conveyor blasting machine
- Internal blasting machine
- Multi-nozzle blasting machine
- Satellite table machine
- Blasting installation with sliding door
- Robotic blasting machine
- Precision spotblaster
- Shot blasting room
- Shot blasting container
- Automated shot peening machines
- shot blasting equipment
- wheelblasting machines
- Spinner hanger
- Tumble belt shot blasting machine
- Rotary table blast machine
- Roller conveyor wheelblasting machine
- Overhead monorail conveyor shot blasting machine
- Turn table
- Bogie table work car shot blasting machine
- Continuous tumblast machine
- preservation line
- Stone and brick shot blasting machine
- Anchor chain shot blasting machine
- Steel pipe shot blasting machine
- Gas cylinder shot blasting machine
- Drum type wheelblasting machine
- Mobile concrete floor shot blasters
- Wire mesh conveyor wheelblasting machine
- gas cylinder shot blasting machine
- disa blasting wheels
- Blasting media
- wheelblasting machines
- Blasting media
- Dust collectors
- Blasting with compressed air
- References
- Blasting Knowledge
- Internal Pipe Shot Peening System
- Gas cylinder inside blasting machine
Need advice?
Need advice? Call or WhatsApp us, and you’ll get a reply within 5 minutes!
- (86)-0532-012345678
- 15112345678
- disa@disachina.com
Get in touch
Leave your details below and one of our specialists will be in touch as soon as possible.
How to Choose the Right Blasting Media for Desired Surface Roughness?
You’re likely visiting this page because you’re considering DISA as a potential partner for your projects, or because you have questions about selecting the right blasting media.
Common concerns include: “Which blasting media do I really need?”, “How do I choose the most suitable one?”, and “How does surface roughness relate to blasting speed?”
We hope the information below provides clear answers. That said, every application is unique — so please don’t hesitate to contact us. Our experts are ready to deliver personalized advice tailored to your exact requirements.
The first purpose of your blasting media
Abrasive blasting serves as the cornerstone of our surface treatment operations. Its applications are extensive, ranging from the removal of tenacious contaminants like rust and mill scale to the refinement of cast components. Moreover, post-casting blasting is routinely employed to enhance both the metallurgical surface quality and aesthetic consistency of our cast parts.
The second purpose of blasting
Achieving the correct surface profile is a critical step in ensuring the longevity of your components. This specific roughness, or anchor pattern, is essential for creating a strong mechanical bond when applying protective layers such as wet paint, powder coating, or metallization. Without this preparation, coatings may fail to adhere properly.
In contrast, if your goal is shot peening, the objective shifts from adhesion to structural integrity. This process uses the impact of media to induce compressive residual stress, significantly increasing the fatigue resistance of the part.
Which roughness and which blasting media?
Below you will get a feel for what is involved in achieving the right roughness values.
There are 5 things of enormous importance for the end result of your blasting process: the blasting media, the blasting installation, the blasting process, the product to be blasted and clear specifications of, among other things, the roughness to be achieved.
Whichever abrasive you choose, the following matters are important.
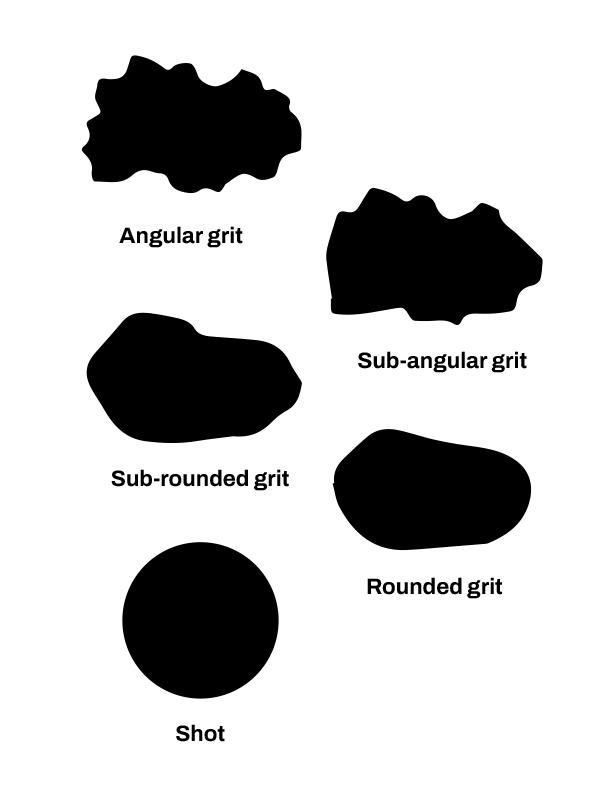
Blasting media: the shape
The geometry of your abrasive media plays a decisive role in determining the final surface profile. The shape you choose influences not only the achieved roughness but also the functional performance of the finished component — including the compressive residual stresses created during shot peening.
To consistently obtain the results you need, it is critical to understand the full range of available media geometries:
Angular Grit: Featuring sharp edges and pointed corners, these aggressive media excel at deep etching and heavy material removal. Typical examples include crushed glass and slag.
Sub-Angular Grit: These offer an excellent balance between fast cutting action and controlled surface finish. Common materials in this group are corundum (aluminum oxide) and certain hard plastics.
Sub-Rounded Grit: With slightly worn edges, they deliver a smoother finish than angular grits while retaining good cutting efficiency.
Rounded Grit & Shot: Perfectly spherical media are the preferred choice for shot peening, gentle descaling, and creating a uniform, satin-like finish without substrate damage. Popular options include cast steel shot and glass beads.
Organic Media: Materials such as walnut shells and staurolite generally fall into the sub-rounded category. Being significantly softer than metallic or mineral abrasives, they are ideal for delicate cleaning and deflashing operations where maximum substrate preservation is essential.
Selecting the right geometry is the foundation of successful blasting and peening outcomes.
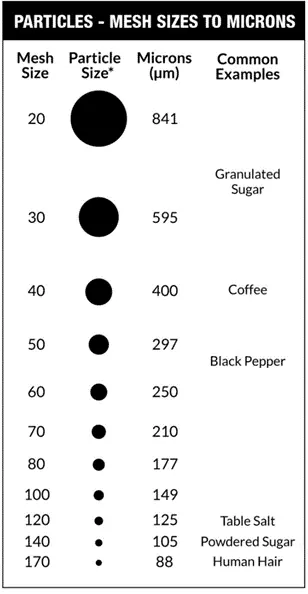
Blasting Media: the size
The size of the blasting media also plays a decisive role in determining the final surface roughness. Typical media diameters range from approximately 0.1 mm to 1 mm. This size is commonly expressed in mesh size, which represents the number of sieve threads per square inch.
Blasting Media: the hardness
The hardness of the abrasive media is a key factor that directly controls both the aggressiveness of the cut and the final surface profile. As shown in the table below, each material’s hardness level largely determines the achievable roughness.
Hardness also significantly affects operational cleanliness. Harder, more brittle media tend to fracture on impact, producing substantially more dust than tougher, more durable abrasives.
For steel media in particular, manufacturers provide a broad range of options where both shape and hardness can be precisely matched to the application. While mineral abrasives are rated on the Mohs scale, steel shot and grit are measured using the Rockwell hardness scale (HRC). Choosing the right HRC value is critical: lower ratings deliver greater durability and reduced dust, whereas higher ratings offer a more aggressive cut ideal for removing stubborn coatings or mill scale.
| Blast media | Hardness (Moh) | Lifetime (cycles) |
|---|---|---|
| Aluminumoxide (Corundum) | 9 | 15-25 |
| Glass | 5-6 | 1-3 |
| Glass beads | 5-6 | 5-35 |
| Garnet | 7,5-8,5 | 2-5 |
| Silicon Carbide | 9-9,5 | 25-40 |
| Copper slag | 7 | 1-2 |
| Steel shot | 8 | |
| Steel grit | 8 | |
| Plastic abrasive | 3-4 | 8-10 |
| Staurolite | 7-7,5 | |
| Sodium bicarbonate | 2,5 | |
| Walnut shell | 4 | 4-5 |
| Blast media | Hardness (HRC) | Lifetime (cycles) |
|---|---|---|
| Steel grit GP | 50 | 1600 |
| Steel grit GL | 55 | 900 |
| Steel grit GH | 64 | 700 |
| Steel shot | 49 | 2200 |
| Cut wire CW | 44 | |
| Cut wire CCW, SCCW | 44 | |
| Cast iron grit | 57 | 150 |
| Stainless steel shot CN | 30 | 5000 |
| Stainless steel grit CG | 58 | > 1000 |
Blasting media, product, compressor and compressed air consumption
During compressed air blasting a significant amount of compressed air is consumed. The compressed air consumption is enormously dependent on the media used for blasting and the nozzle diameter. Below is the compressed air consumption with different nozzle diameters.
| Compressed air consumption in cubic meters per minute | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 bar | 2 bar | 3 bar | 4 bar | 5 bar | 6 bar | 7 bar | 8 bar | 9 bar | 10 bar | |
| Ø 3 mm | 0,08 | 0,17 | 0,25 | 0,33 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,8 |
| Ø 4 mm | 0,15 | 0,3 | 0,4 | 0,6 | 0,7 | 0,9 | 1,0 | 1,2 | 1,3 | 1,5 |
| Ø 4.8 mm | 0,21 | 0,43 | 0,6 | 0,9 | 1,1 | 1,3 | 1,5 | 1,7 | 1,9 | 2,1 |
| Ø 5 mm | 0,23 | 0,5 | 0,7 | 0,9 | 1,2 | 1,4 | 1,6 | 1,9 | 2,1 | 2,3 |
| Ø 6 mm | 0,33 | 0,7 | 1,0 | 1,3 | 1,7 | 2,0 | 2,3 | 2,7 | 3,0 | 3,3 |
| Ø 6.4 mm | 0,38 | 0,8 | 1,1 | 1,5 | 1,9 | 2,3 | 2,7 | 3,0 | 3,4 | 3,8 |
| Ø 7 mm | 0,5 | 0,9 | 1,4 | 1,8 | 2,3 | 2,7 | 3,2 | 3,6 | 4,1 | 4,5 |
| Ø 8 mm | 0,6 | 1,2 | 1,8 | 2,4 | 3,0 | 3,6 | 4,1 | 4,7 | 5,3 | 6,0 |
| Ø 9 mm | 0,8 | 1,5 | 2,2 | 3,0 | 3,7 | 4,5 | 5,2 | 6,0 | 7,0 | 7,0 |
| Ø 9.5 mm | 0,8 | 1,7 | 2,5 | 3,3 | 4,2 | 5,0 | 6,0 | 7,0 | 8,0 | 8,0 |
| Ø 10 mm | 0,9 | 1,9 | 2,8 | 3,7 | 4,6 | 5,5 | 6,0 | 7,0 | 8,0 | 9,0 |
| Ø 11 mm | 1,1 | 2,2 | 3,4 | 4,5 | 5,6 | 7,0 | 8,0 | 9,0 | 10,0 | 11,0 |
| Ø 12 mm | 1,3 | 2,7 | 4,0 | 5,3 | 6,7 | 8,0 | 9,0 | 11,0 | 12,0 | 13,0 |
| Ø 12.7 mm | 1,5 | 3,0 | 4,5 | 6,0 | 7,0 | 9,0 | 10,0 | 12,0 | 13,0 | 15,0 |
| Ø 13 mm | 1,6 | 3,1 | 4,7 | 6,0 | 8,0 | 9,0 | 11,0 | 12,0 | 14,0 | 16,0 |
| Ø 16 mm | 2,4 | 4,7 | 7,1 | 9,0 | 12,0 | 14,0 | 17,0 | 19,0 | 21,0 | 24,0 |
| Ø 19 mm | 3,3 | 6,7 | 10,0 | 13,0 | 17,0 | 20,0 | 23,0 | 27,0 | 30,0 | 33,0 |
The media recycling
Once the blasting media and operating pressure are selected, the next critical step is choosing the most efficient recycling system.
Recycling solutions generally fall into two categories:
• Simple direct recovery from the hopper, or
• A more advanced setup featuring an elevator, air wash separator, and storage silo.
The best choice depends entirely on the specific abrasive. For example, recycling requirements for corundum differ significantly from those for stainless steel shot.
To determine the optimal configuration, we analyze key performance indicators such as blasting speed and media life cycle. We also conduct practical tests to validate these parameters, ensuring the selected system and extraction modules deliver maximum efficiency and long-term reliability.
From blasting media to the blast cabin extraction installation
Designing an effective extraction system requires a precise balance. When not carefully calibrated, it often becomes the leading cause of operational issues.
Too low a flow rate — frequently caused by undersized ductwork — allows pipes to clog with blasting media or dust, resulting in costly downtime. Conversely, excessive airflow or a poorly engineered labyrinth seal can suck away and waste expensive abrasives. Insufficient air exchange also impairs visibility inside the cabinet, making effective blasting impossible.
Component selection is equally critical: the wrong filter cloth leads to rapid clogging, while undersized filter surface area causes high dust emissions and premature cartridge failure. An incorrectly sized fan increases energy costs, generates excessive noise, or trips thermal protection. At the same time, overly conservative designs frequently result in unnecessarily complex and prohibitively expensive solutions.
More information?
Ask our experts questions via phone, WhatsApp or email (click below)!